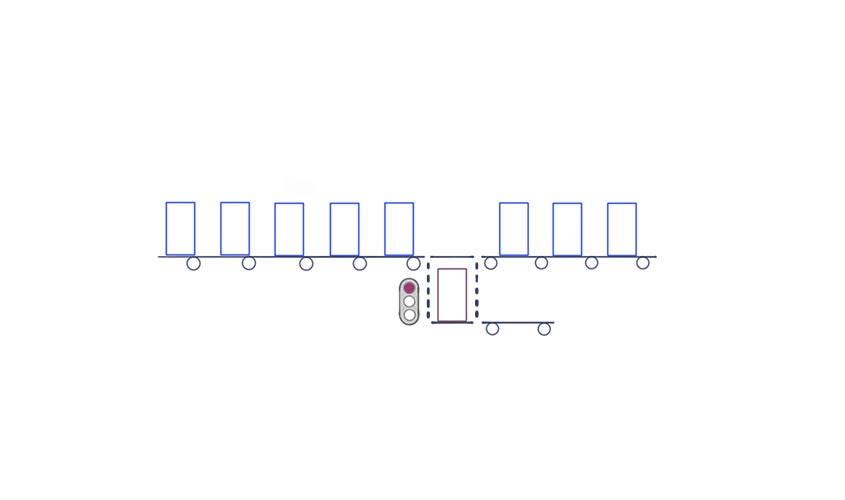
The production lines operate at maximum capacity, order books are full, and the next delivery date is at hand. The last batch is just leaving the coating line when the red light flashes: there are uncoated spots clearly visible on several parts.
Happily, this is not a major issue. The affected parts are stripped, cleaned and sent back to the coating line. Half a day later, the lot is ready for shipment.
Quick fix versus sustainable solution
You probably know similar situations, not only from a production context, but also from other parts of an organisation. A deviation is observed and almost instantaneously someone puts forth a solution – and often this solution remedies the deviation.
Unfortunately, most of these solutions are mere quick fixes, which only address the symptoms. They correct the observed deviation but not the underlying problem which caused the deviation in the first place. Thus the deviation is likely to re-occur later.
In contrast, a sustainable solution does not address the symptoms but the root cause. To address the cause generally requires a bit more time and effort compared to a quick fix. However, it also prevents the same mistake from happening again.
Reasons for a deviation
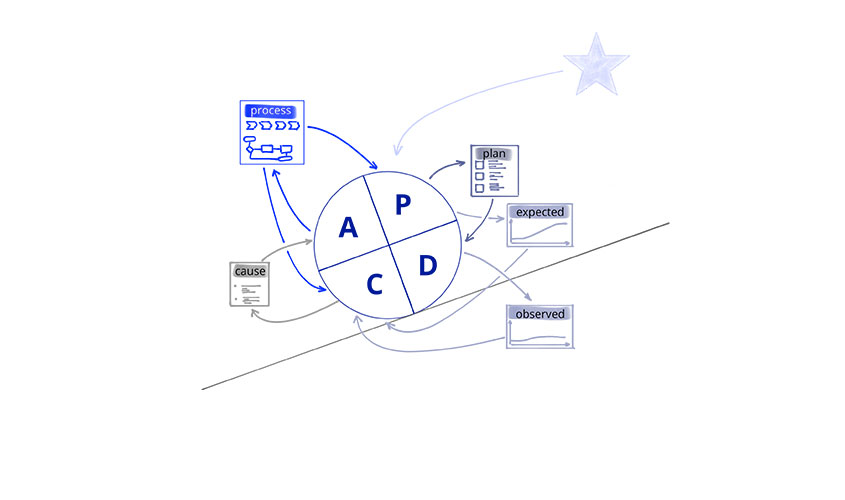
A deviation in this context means that the actual result does not line up with the expected result. This may happen due to two reasons: either the assumptions on which expectations are based are incorrect or there are flaws in the implementation.
Incorrect assumptions
If you are implementing something new, deviations are often caused by incorrect assumptions. Whether it comes to product development, process optimisation, or the implementation of new tools or methods – you always step out of your experience and explore a new terrain.
In a new environment with only partial information, expectations are mostly based on assumptions, either about the environment, functionalities or causal links. It is important to be aware of these assumptions.
Implementation flaws
If the expected results are not based on assumptions but are derived from a sound understanding of how various factors are correlated and interconnected, deviations often result from flaws in the implementation. It is well-known how to achieve the targeted results, but once or twice this best practice approach was abandoned.
This type of deviation is often observed in areas with clear and stable processes in place like large series production or other frequently repeated processes with low variance.
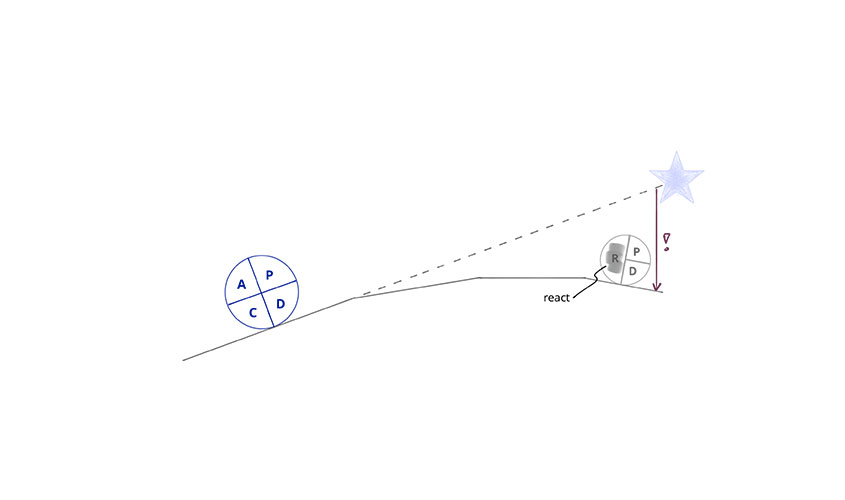
How to address deviations with long-term success?
If you want to get rid of a deviation once and for all, you should follow a three-step approach:
Analyse the deviation
First of all, you need to understand the type of deviation you are dealing with. Ask yourself whether your expectations are based on an extensive process knowledge or on mere assumptions. If the latter is the case, try to understand which assumptions you have made.
Analyse the root cause
Next, you need to understand the root cause of the deviation. You need to understand which assumptions were incorrect or where the way you implemented certain steps had flaws. Tools like 5-why or Ishikawa are quite useful.
Derive and implement measures
Once you understand the root cause you need to address it. If the cause is a flaw in the implementation, you need to ask: How can I prevent the process from slipping again? The answer usually is to be found in the design of the process or the control mechanism. In this article, we have summarized how you can optimize internal processes.
In the case of incorrect assumptions, you first of all need to replace faulty assumption. Afterwards, you need to assess how, based on your updated knowledge, you ought to proceed.